


Problemen door onjuiste positionering van de filamentspoel
Iets waar vaak niet aan wordt gedacht, maar een bron van mislukking kan zijn, is de positie van de spoel en het pad naar de extruder. Om het werk van de extruder te vergemakkelijken, moet worden gestreefd naar de minimale weerstand tegen tractie van het filament . Hoe hoger de weerstand, hoe harder de extrudermotor moet werken, waardoor er meer warmte wordt gegenereerd en de kans op toonhoogteverlies groter wordt. Bovendien zal de wrijving van de wielen met het filament toenemen, waardoor er meer slijtage en vuil ontstaat en de mogelijkheid van beten in de gloeidraad.
Optimale spoelpositie
De optimale locatie van de spoel is degene die het kortste en meest rechte pad naar de extruder garandeert. Bovendien moet met de volgende punten rekening worden gehouden:
- PTFE-buizen: Als de afstand tussen de spoel en de extruder groot is (meestal meer dan 15-20 cm) of als het niet mogelijk is om de spoel direct op de extruder te plaatsen in directe systemen, moet een PTFE-slang worden gebruikt om het filament te geleiden.
- Als de PTFE-slang wordt gebruikt om het filament van de spoel naar de extruder te leiden, moet slang met een inwendige doorsnede die iets groter is dan de diameter van de gloeidraad worden gebruikt. Slangen met kleine diameters zorgen voor meer wrijving en verhogen de belasting van de motor.
- Als de PTFE-slang wordt gebruikt om het filament van de extruder naar de hotend te leiden (Bowden-systemen), moet de interne diameter worden aangepast om de meest homogene druk mogelijk te bereiken. In deze gevallen wordt aanbevolen om PTFE-slangen van hoge kwaliteit te gebruiken met de laagst mogelijke wrijvingscoëfficiënt.
In beide gevallen moet de slag zo kort mogelijk zijn (maximaal 80 cm in het geval van Bowden-systemen) en met een zo groot mogelijke kromtestraal. Bovendien moet het ene uiteinde van de PTFE-buis rechtstreeks in de extruder worden gestoken, terwijl het andere uiteinde tangentiaal aan de spoel moet worden geplaatst en op een afstand van ongeveer 10 cm van het filamentafwikkelgebied.
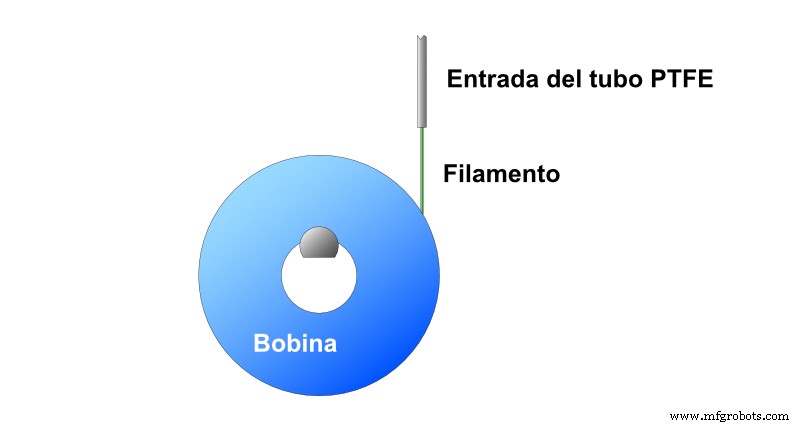
Afbeelding 1:Correcte positie van de inlaat van de PTFE-buis. Bron Filament2print
- Spoelhouder :Hoewel het lijkt alsof de spoelhouder zo min mogelijk wrijving kan uitoefenen, is dit niet het geval. It is true that the bobbin holder should not exert excessive friction, but neither should it allow the bobbin to turn freely. If the spool rotates too much, it will cause a loss of tension in the last few turns of filament, increasing the risk of overlapping as tension is regained.

Image 2:Filament overlap in a coil. Source:Filament2print.com
Flexible Filaments
In the case of flexible filaments, it is particularly important to reduce the distance and friction. If there are considerable friction values, the filament will deform proportionally to the distance to the spool, reducing its cross-section due to the striction phenomenon. For practical purposes, this means that the real cross-section of the filament is not the nominal one, making it necessary to readjust the flux to avoid lack of extrusion. This is why it is sometimes necessary to use flow values above 115% in certain combinations of printer and flexible filament.
Filaments with metallic or ceramic fillers
One of the characteristics of the filaments with a high metallic or ceramic load intended for sintering is their high bending brittleness. This is why the way of feeding this type of filament is crucial to avoid breakage during printing.
Whenever you want to use this type of filament, it is advisable to do so in a 3D printer with a direct extrusion system and feed the filament in such a way that the path from the spool to the extruder is completely straight.
In the case of using Bowden printers, the largest possible bending radius in the path should be sought, even if this means using longer lengths of PTFE tubing. It may also be necessary to use devices that preheat the filament before it reaches the extruder in order to increase its ductility.

Image 3:Filawarmer device, intended for preheating metal filaments. Source:The Virtual Foundry
Note:This guide discusses concepts in a general way and does not focus on a particular brand or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.
3d printen
- De beginnershandleiding voor gefuseerde filamentfabricage (FFF)
- De Triode
- De meest voorkomende problemen met het autokoelsysteem
- Wi-Fi Indoor Positioning Systems:The Good, The Bad &The Alternatives
- De vacht vliegt als er zich problemen voordoen
- De grootste smeerproblemen
- Een deel van de week — Tony Nutile's extra spoel en rek voor gereedschap
- ICS-beveiliging in de schijnwerpers vanwege spanningen met Iran
- Ender 3:Het mondstuk reinigen (ontstoppen)!
- De meest voorkomende problemen met industriële generatoren
- Problemen met de glas-op-metaal afdichting in elektronica